


Şişirme kalıplama proses kontrolünün kilit noktaları
1) Ekstrüzyon üflemeli kalıplama içinParisonun sarkma ve kırışma kusurlarının kontrol altına alınmasına dikkat edilmelidir.Çıkıntı çok uzunsa, duvar kalınlığı azalacak ve kaldırılan kalan malzeme artacaktır;çıkıntı yeterli değilse ve parison çok kısaysa şişirilemez.
2) Kırışıklık fenomeni
Hamur belirli bir uzunluğa düştüğünde, bunun nedeni, hamurun üst erimesinin hamurun ağırlığını taşıyamaması ve çevresel stres oluşturmasıdır;genel olarak, erime mukavemeti daha yüksektir, parisonun çap genişlemesi küçüktür, ekstrüzyon hızı yüksektir ve kalıp boşluğu büyüktür.Bazıları kırışıklıkları iyileştirmeye yardımcı olur.
3) Düzensiz duvar kalınlığı
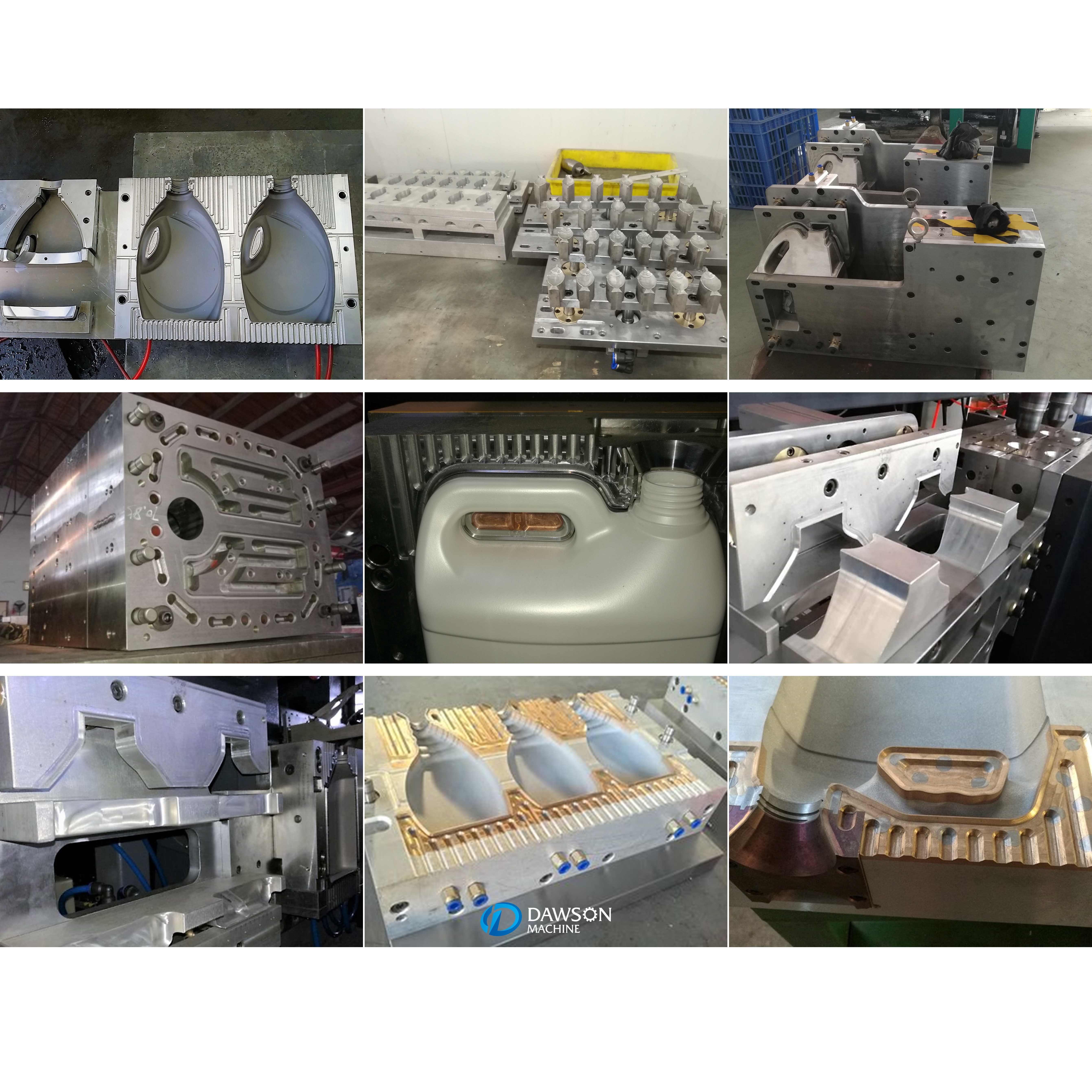
Diğer bir problem de parison indirildiğinde duvar kalınlığının eşit olmamasıdır.Genellikle, makine kafasının kalıbına, mandrel ile kalıp arasındaki boşluğu ayarlamak için kullanılabilen altıgen bir somun takılır.
4) Egzoz
Parçalarda iyi bir yüzey kalitesi elde etmek için egzoza dikkat etmelisiniz.Örneğin, PE malzeme kalıbın yüzeyinde kumlanır ve kumlama partikül boyutu 180 # 'den küçüktür ve sert plastikten üfleme kalıbı egzoz delikleri, egzoz iğneleri ve egzoz için kullanılır. Ayrıca ürünün görünümünü iyileştirmeye yardımcı olur.
DAWSON MAKİNE & KALIP GRUBU
***EKSTRÜZYON ŞİŞİRME MAKİNASI UZMANI***
Müşterilerimiz dünyanın her yerinde.
Vietnam, Avustralya, Endonezya, Malezya, Tayland, Sri Lanka, Kazakistan, Rusya, BAE, Suudi Arabistan, Malta, Romanya, İtalya, Hindistan, Suriye, Etiyopya, Mısır, Sudan, Tunus, Cezayir, Kenya, Nijerya, Güney Afrika, Zimbabve , Meksika, Guatemala, Ekvator, Kolombiya, Venezuela, Peru...
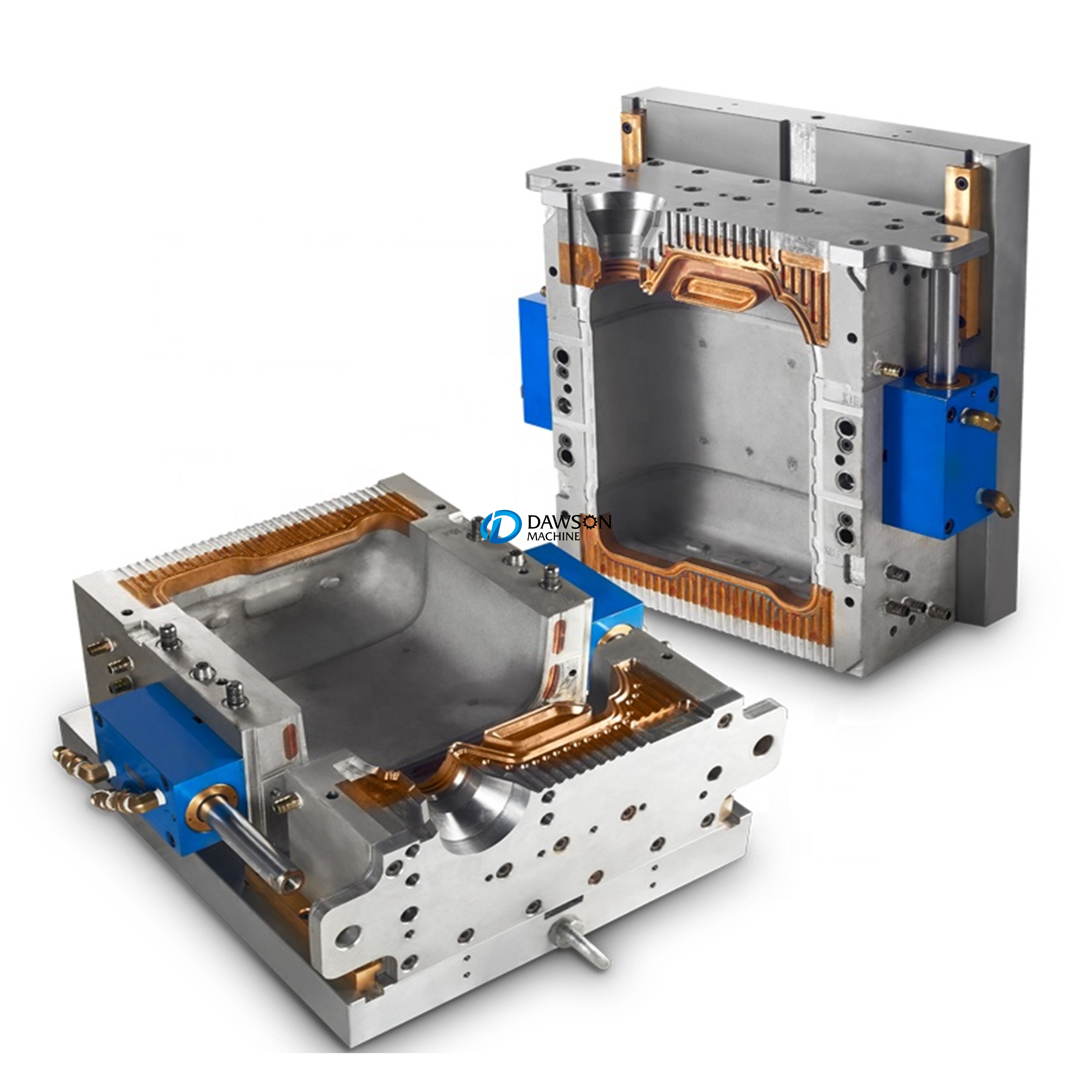
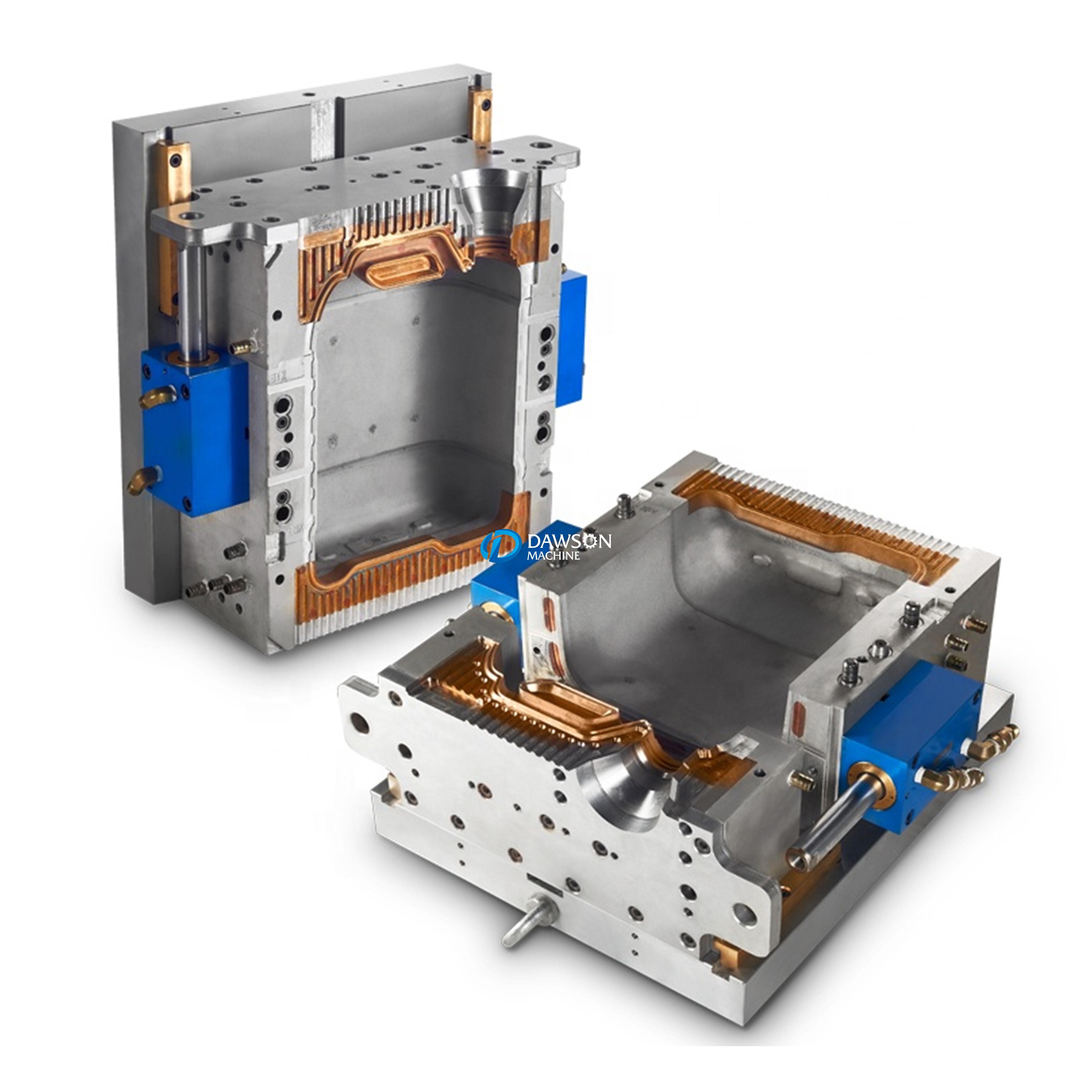
Şişirme Makinesi Kalıbı / Enjeksiyon Makinesi Kalıbı
| Otomatik yanıp sönme | √ |
| Otomatik yanıp sönme olmadan |
![]()


































